Xcel Energy использует TIVAR 88 для решения проблем обработки суббитуминозного угля
Краткое описание ситуации
Применение:
Бункер блока №8
Количество :
5 разгрузочных воронок
Футеровочный материал:
TIVAR88 1/2" толщины
Продукт:
Суббитуминозный уголь (PRB)
Поверхностное основание:
Торкрет-бетон и нержавеющая сталь
Проблемы:
Самопроизвольное возгорание по причине зависания угля
Дата установки:
1994
От: Кенет П.Степлинг Менеджер по развитию решений Poli Hi Solidur/Menasha Corp.
Kерри Л. МакАти Менеджер решений для бункеров Poli Hi Solidur/ Menasha Corp.
Джери Хаггинз Инженер проекта Nothern States Power Company
РЕЗЮМЕ
Эта публикация фокусируется на проблемах хранения и обработки суббитуминозного угля, добываемого в западной части США и на том, как Xcel Energy (в прошлом Nothern States Power) решала их на своем генерирующем предприятии Riverside. В ней будут обсуждаться сравнительные отличия характеристик хранения суббитуминозного и битуминозного угля, а также, эффекты геометрии, конструкции и внутреннего покрытия бункера, и потоки угля. В дополнение, часть публикации адресована проблеме самопроизвольного возгорания угля при хранении в бункерах и силосах. Анализ обозначенных проблем базируется на реальном опыте ТЭС США. Риск и ответственность самопроизвольного возгорания будет рассматриваться вне финансовой стороны урона. В частности, будут описаны примеры различных типов потоков суббитуминозного угля в бункерах.
Мы будем обсуждать общепринятые решения корректирования потоков, такие как вставки и футерование бункеров, которые минимизируют или устраняют проблемы текучести в системах хранения угля, а также, снижают вероятность самопроизвольного возгорания и пожаров в бункерах. Согласно некоторых теорий, спонтанное возгорание в большей степени возникает в бункерах из-за участков зависания угля по причине плохих условий текучести. Эти «мертвые» зоны обычно и являются результатом разработки бункеров вороночного способа потока материала. С другой стороны, бункера массового расхода, в которых материалы находятся в движении, не зависимо от расхода в одном из них, устраняют зависания материала. На ТЭС Riverside, бункера с воронкообразным способом текучести материала были преобразованы в бункера массового расхода с целью ликвидировать наличие «мертвых» зон.
Процессы преобразования включают также и анализ, который предшествует внедрению изменений,и он описан в деталях в пределах этой публикации. В дополнение, мы ознакомимся с экономическим обоснованием, операционными улучшениями и общими характеристиками решения, и подытожим наши знания для передачи на другие ТЭС и области применения. Множество наших ТЭС имело опыт проблем обработки угля сходных с ТЭС Riverside, но они не предполагали о возможности их устранения и создания безопасной системы хранения и разгрузки. Эти проблемы возросли в последнее время, так как ТЭС переключились на топливо, соответствующее Акту «Очистки Воздуха». Например, большинство бункеров не были спроектированы для обработки суббитуминозного угля с Запада США с малым содержанием серы, но с такими характеристиками, как склонность к связыванию и плохой текучестью.
ИСХОДНЫЕ ДАННЫЕ
384-мегаваттная ТЭС Xcel Energy Riverside размещена в г. Миннеаполис (Minneapolis, Minn), она работает на угле и имеет два блока. Угольные бункера в блоках №7 и №8 были построены в 1949 и 1963 годах соответственно. Они изначально были спроектированы для обработки свободнотекущего битуминозного угля. Во время строительства бункера проектировались, исходя из ёмкости хранения, ограничения площадей и требований технологических процессов. Обеспечение характеристик текучести материалов в бункере не было приоритетным требованием. Проблемы текучести в бункерах при обработке битуминозного угля возникали, но не были настолько существенными. Компаниям проще научиться жить с проблемами, чем искать методы их смягчения. После переключения на суббитуминозный уголь с малым содержанием серы из бассейна реки Паудер, бункера хранения угля на этом предприятии претерпели нескольких возгораний и взрыва в результате самопроизвольного возгорания. Самый значительный инцидент случился в блоке №7, когда в ноябре 1993 года в бункере произошел взрыв. Было установлено, что уголь в бункере воспламенился по причине самопроизвольного возгорания в то время, когда угольная пыль из системы улавливания пыли транспортировалась назад в бункер.
Пыль взорвалась, когда она вступила в контакт с горячим углём. По результатам взрыва бункера блока №7, руководство ТЭС Xcel Energy создало оперативную группу для исследования ситуации и разработки решения по устранению пожаров и взрывов на всех своих генерирующих предприятиях. Аварийная остановка блока №8 на ТЭС Riverside в марте 1994 года была хорошей возможностью для оперативной группы для внедрения изменений с целью корректировки потоков материала, разработанных для соответствия цели Xcel Energy по устранению зависания угля в бункерах, а также, пожаров и взрывов.
ИССЛЕДОВАНИЕ БУНКЕРА БЛОКА №8
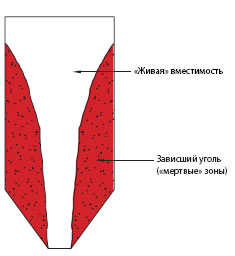
В бункере угля было найдено наличие большого количества участков зависания угля из-за характера потока материалов в нем. Эти «мертвые» зоны начинают формироваться в углах желоба и увеличиваются с наружной части вдоль стенок бункера, благодаря связной природе суббитуминозного угля и неровной поверхности торкретбетона. В конечном итоге, эти зоны зависания угля уменьшают реальную вместимость бункеров, как это показано на Рис. 1. Мягкий уголь с высокой вместимостью влаги (до 37 %) легко спрессовывается и объединяется во время хранения. Ситуация не будет улучшаться до тех пор, пока будет оставаться эта модель потока материала. Вороночное течение первоначально было вызвано геометрией бункера и поверхностными условиями стенок воронки.
Стенки воронки были недостаточно гладкими или круто расположенными, чтобы обеспечивать движение вдоль них. Вороночные течение может быть описано, как первый вошел, последний вышел, что значит, что уголь, который первым был подан в бункер, может оставаться в нем неопределенное время. Разгрузка вороночного потока характеризуется состоянием, в котором углы наклона воронки слишком пологие и поверхность слишком шероховатая для того, чтобы уголь скользил вдоль них. В результате, поток материала предпочтительнее будет двигаться через воронкообразный канал, размещенный прямо над выходом из воронки, вто время как материала вне канала потока будет оставаться неподвижным [1] (Рис. 2). Когда проблемный материал зависает в бункерах воронкообразным потоком, очень быстро формируются скважины и сводообразование (рис. 3). F Бункера воронкообразных потоков подходят для крупнокусковых сыпучих материалов, которые не обособляются и не ухудшаются с течением времени. Однако они не подходят для склонных к когезии сыпучих материалов. Когда остатки угля остаются зависшими достаточно долго, они становятся податливыми к самопроизвольному возгоранию. Отсутствие потока материала или наличие «мертвых зон» в большинстве случаев являются результом воронкообразной текучести материала. Теоретически, застоявшийся уголь может никогда не выйти из бункера, если он затвердевает вдоль стенок бункера. И тогда единственным способом его извлечь остается лишь механическое разрушение и извлечение.
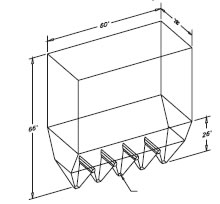
Оперативная группа сделала заключение, что зависания угля стали причинами пожаров. Они начали поиски решения по устранению «мертвых» зон в бункере. С этой точки зрения, оперативная группа имела лишь 4 опции: ничего не делать, установить больше устройств стимулирования потока, заменить стенки воронки на материал с меньшим поверхностным трением или изменить геометрию бункера. Этот бункер (Рис. 4) и так уже был оборудован 20 воздушными пушками, по 2 на каждой из 5 пирамидальных воронок и 10 на вертикальных секциях стенок бункера. Вертикальные и наклонные стенки бункера были покрыты вплоть до верха 5 разгрузочных воронок из нержавеющей стали, 2 дюймовым слоем из торкрет-бетона. Более пристальный осмотр пяти разгрузочных воронок показал, что потокугля ограничивался прямо над выходом воронки. Этот факт подтверждался чрезмерным изменением окраски и окисления на стенках из нержавеющей стали. Слишком отполированная зона на стенках из нержавеющей стали находилась сразу над каждым из выходов разгрузочных воронок, указывала на то, что поток шел через узкий канал посредине. Инженеры Xcel Energy предположили, что такая модель потока уменьшала «живую» вместимостьбункера на 20%. Xcel Energy обратились в Poly Hi Solidur с вопросом о возможности применения TIVAR® 88, чтобы добиться стоящих перед ними целей, предполагая, что он может быть решением этой проблемы с потоком угля, так как он (TIVAR® 88) был успешно применен на ТЭС Black Dog (Burnsville, Minn.) в приемочном бункере разгрузки угля. Инженеры Poly Hi Solidur изучили существующую конструкцию бункера на предмет проблем с текучестью и определили, что решение может быть возможным, но при этом, зная что потребуется последующего изучения, чтобы добиться эффективности от применения футеровочных материалов TIVAR® 88. Poly Hi Solidur направила Xcel к компании консультанту Jenike & Johanson, Inc.,, расположенной в Westford, Mass, and San Luis Obispo, Calif., которая является экспертом в потоках сыпучих материалов в бункерах и воронках.
Рис.1: Формы зависания угля в бункерах, значительно уменьшающие живую ёмкость бункеров
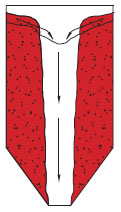
Рис. 2: Материал течет предпочтительно через воронкообразный канал размещенный прямо над выходом воронки в то время как остальной материал завис.
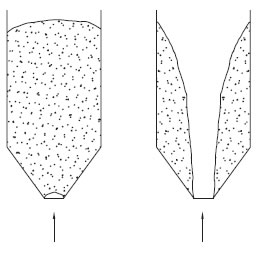
Рис. 3: Быстрое формирование воронок и сводообразование при отсутствии текучести сыпучих материалов в бункерах вороночного потока.
Рис. 4: Первоначальная конструкция бункера блока №8. Вертикальные и наклонные стенки были покрыты 2-х дюймовым слоем, а воронка была сделана из нержавеющей стали. 20 воздушных пушек не показаны.
РЕШЕНИЕ
Какуже было сказано выше, главным приоритетом Xcel Energy было предотвращение пожаров, уменьшение зависания угля и увеличение потоков угля /производительности. Чтобы это осуществить, необходимо было ликвидировать зоны зависания угля. В конструкции массового расхода все сыпучие материалы в бункере находятся в движении до тех пор, пока не вышли из него. Это модель потока первый вошел, первый вышел (Рис.5). Эта модель потока устраняет «мертвые» зоны отсутствия потока сыпучих материалов. Это обеспечивает полный и стабильный непрерывный поток из бункера. Инженеры Xcel Energy знали, что изменение бункера потребует изменение существующей конструкции воронкообразного потока на конструкцию массового потока. Зная, что характер воздействия распределения давления в бункере во время разгрузки и характеристики потока угля будут основными воздействующими факторами предложенных изменений, инженеры Xcel Energy обратились к Jenike&Johanson, чтобы протестировать образцы угля и сделать рекомендации по изменению бункеров.
Рис. 5: Массовым расходом является метод, когда сыпучие материалы в бункере находятся в движении до тех пор, пока не выходят из него.
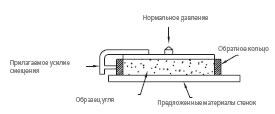
Рис. 6: Тестер Сдвига Jenike (ASTM D 6128-97) измеряет усилие, требуюмое для сдвига угля при скольжении вдоль материала стенок.
Образцы угля были собраны, и тесты характеристик потока угля начали проводиться с помощью Тестера Сдвига Jenike Shear Tester[2] (см Рис. б), который измерял трение между углём и различными материалами стенок. Образцы угля положили во вращающее кольцо, установленное поверх предложенных материалов стенок. На уголь прилагался вес, имитирующий обычное давление, которое возникает в бункере. Углю придавали принудительное скольжение вдоль предложенных материалов стенок и измерялось усилие сдвига. В качестве материалов стенок для испытаний были взяты нержавеющая сталь 304-2В, корродированная углеродистая сталь и TIVAR® 88. Отчет о характеристиках потока Jenike & Johanson подтвердил, что углеродистая сталь будет неподходящей в качестве материала стенок бункера, потому что уголь налипал на поверхность углеродистой стали. Это также показало, что усилия срезания у TIVAR® 88 были ниже, чем у нержавеющей стали 304-2В[3]. Отчет о характеристиках потока показал, что суббитуминозный уголь при влажности 37% имеет высокую склонность к образованию воронок в бункере воронкообразной модели потока даже при непрерывных условиях потока. Эти тесты показали, что критичные размеры относительно сводообразования увеличиваются от 1,5 футов диаметра во время непрерывного потока до 6,2 футов диаметра после 3 дней неподвижного хранения. Это означает, что потребуются определенные усилия для стимулирования потока после периода хранения[4].
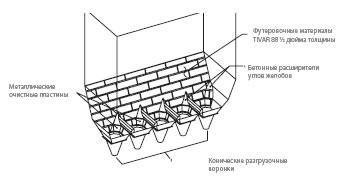
Рис. 7: Частично показаны изменения, рекомендованные Jenike & Johanson. Листы TIVAR* 88 размещены «внахлест» для устранения возможных выступающих горизонтальных и вертикальных швов и защищены при помощи «Н» профиля TIVAR*.
* BINSERT является зарегистрированной торговой маркой Jenike & Johanson.
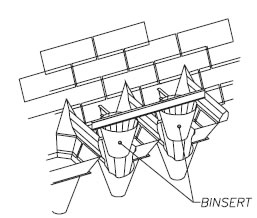
Рис. 8: Развернутое предоставление изменений воронки, показывающее подгонку воронки при помощи разработанного Jenike & Johanson BINSERT. BINSERT и наружные конуса футерованы TIVAR 88.
РЕКОМЕНДАЦИИ JENIKE & JOHANSON, INC
Jenike&Johanson рекомендовало преобразовать бункер в тип массового расхода во избежание «мертвых» зон и связанных с этим пожаров в бункерах. Структурный анализ существующих бункеров подтвердил, что он может противостоять давлению, связанному с массовым расходом. Для того, чтобы достичь массового расхода, были необходимы следующие изменения:
Замена нижней секции каждой пирамидальной воронки новыми с коническими удлинениями;
BINSERT®[5] (применена конструкция конус в конусе, для достижения массового расхода с минимальной внутренней габаритной высотой) как обсуждалось Карсоном и Диком[6,7], должна устанавливаться в нижней части бункера над каждым выходом разгрузочной воронки;
Оставшиеся части каждой пирамидальной воронки, включая углы желобов, BINSERT, новые конические удлинители и наклонные стенки бункера должны футероваться TIVAR® 88 толщиной 1 /2 дюйма.
Изменения показаны на Рис. 7 и 8. Xcel Energy была также предоставлена инструкция касательно качества изделий, требуемых для получения большей выгоды от изменений. Это включало в себя такие позиции, как обработка швов сварных изделий, правильное сопряжение фланцев и правильное расположение и процедуры установки TIVAR® 88 для устранения лишних ограничений в канале потока [8].
ВЫПОЛНЕНИЕ ИЗМЕНЕНИЙ
Так как Xcel Energy согласилось выполнить изменения, рекомендованные Jenike & Johanson, все подрядчики встретились на предприятии Riverside Plant для обсуждения деталей. Эта встреча произошла в марте 1994 года, и на ней присутствовали инженерный персонал Xcel Energy, инженеры Poly Hi Solidur, сертифицированный подрядчик по установке Poly Hi Solidur, Acrotech Services, Inc. Bismarck, N.D. и специальное строительное подразделение Xcel Energy, осуществляющее монтаж металлоконструкций Local Union 512. Для успешного выполнения проекта требовалось понимание и выполнение последовательности шагов по внесению изменений. (Таблица 1). Команда имела 50 дней, чтобы завершить все изменения. Монтажники обеспечили процедуры установки металлических частей изменений и футеровочных материалов TIVAR® 88. Poly Hi Solidur обеспечило инженерную поддержку и чертежи с точным указанием расположения футеровки и способа крепления. Сертифицированный инсталлятор The TIVAR® 88 осуществил надзор за установкой футеровочных материалов, а инженеры Poly Hi Solidur были на месте установки во время её различных фаз для мониторинга процедур и прогрессом работ.
ЗАКЛЮЧЕНИЕ
После завершения изменений - в запланированное время - бункера были заполненны суббитуминозным углём, и блок № 8 был возвращен в технологический процесс. Работники угольного открытого склада были проинформированы о приоритете изменений, они должны были останавливать наполнение бункера блока №8 каждый день в 4 вечера и к 3 утра (следующего дня) бункер должен был быть загружен согласно показаниям датчиков уровня бункера. Это позволило получить 11 часовой запас топлива из бункера, перед тем как требовалась его загрузка. С периода изменений, угольный склад останавливал подачу бункера в 4 утра и это не требовало заполнения до 10 утра (следующего дня) или 18 часов спустя. Эта статистика показывала, что «живая» вместимость увеличилась на 64% по сравнению с первоначальным состоянием.
Таблица 1: Последовательность процедур для завершения изменения бункера в течении 50 дней.
Последо-вательность
Процедура изменений
1
Пескоструйная обработка внутренней поверхности стальных поверхностей и поверхности торкрет-бетона.
2
Обрамление углов желобов деревянными формами и заполнение их бетоном.
3
Удаление существующих стояков.
4
Удаление нижних 10 футов 5 пирамидальных воронок.
5
Приваривание 4 новых конических воронок к существующим частям пирамидальных воронок.
6
Футеровка наклонных торкрет-бетонных стенок с высоким трением TIVAR 88, ко торый крепиться непосредственно на торкрет-бетон при помощи шурупов для бетона.
7
Подъем пяти новых BINSERT (футерованных TIVAR 88) в бункер через оставшееся отверстие в пятой воронке
8
Установка стальных опорных поперечин и присоединение BINSERT
9
Приваривание 5-й новой конической воронки к последней пирамидальной воронке
10
Последующее футеривание углов желобов, пирамидальных верхних секций воронок и новых конических нижних вopoнoк TIVAR 88. (TIVAR 88 были прикреплены к стальной основе при помощи системы крепления со сварными шайбами.)
Представлена на конференции POWER-GEN AMERICAS '94 проведенной в Орландо, Fla., USA, 7 - 9 декабря 1994, в Орандж Коунти Центре Съездов.
Ссылки:
[1] Marinelli, J. and Carson, J.W.: "Solve Solids Flow Problems in Bins, Hoppers, and Feeders"; Chemical Engineering Progress, May 1992, pp. 22-28.
[2] Jenike.A.W.: Storage and Flow of Solids, Bulletin 123;
University of Utah, Engineering Experiment Station, Nov. 1964.
[3] McAtee, K., Bermes, S. and Goldberg, E.:'TIVAR " 88 Provides Reliable Gravity Discharge from Coal Storage Silos," bulk solids handling Vol.11 (1991) No. 1, pp. 79-83.
[4] Jenike & Johanson, Inc. Report 932930-1: "Modifications to Unit 8 Coal Bunker, Northern States Power Riverside Plant," April 19,1994.
[5] Johanson, J.R.: "Blending Apparatus for Bulk Solids"; US Patent #4,286,883 Sept. 1,1981.
[6] Carson, J.W. and Dick D.S.: "How Bin Retrofits Can Correct Flow Problems", Presented at the AlChE Spring National Meeting, Houston, April 4,1989.
[7] Carson, J.W.: "North American Advances in the Design of Silos, Bins and Hoppers", bulksolids handlingVol. 11 (1991) No. 1, pp. 37-44.
[8 ] Steppling, K. and Hossfeld, RJ.: "Ultrahigh Molecular Weight Polyethylene Abrasion Resistant Liners Facilitate Solids Flow in Hoppe