Текучесть сыпучих из бункеров и воронок[1] – выгоды футеровочных систем TIVAR
ТЕКУЧЕСТЬ СЫПУЧИХ МАТЕРИАЛОВ
Проектируя новый накопительный бункер, силос или изменяя их существующую конструкцию, для того чтобы добиться эффективной текучести, инженер должен иметь знания характеристик сыпучих материалов и понимать теорию сыпучих материалов. Скорее всего, благодаря большому опыту применения, инженер будет склонен выбрать в качестве материала для бункера нержавеющую сталь 304-2В. Чтобы решить проблему с существующими бункерами будет предложено типичное решение в виде громких, шумных устройств стимулирования текучести. Люди думают, что если ударять по стенкам или встряхивать, то материал будет течь. Однако эти активные методы часто сами становятся причинами проблем, которые они должны решать.
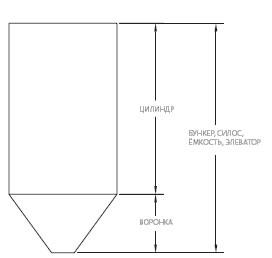
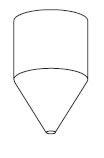
TIVAR 88 является альтернативой «избиению бункера». Это футеровочный материал, который обладает лучшими свойствами текучести, чем нержавеющая сталь 304-2В для большого количества применений. Во многих случаях переоснащения мы имели опыт установки TIVAR 88 поверх нержавеющей стали 304-2В, так как нержавеющая сталь не обеспечивала требуемой эффективности. В новых конструкциях благодаря низкому поверхностному трению инженеры имеют возможность проектировать воронки с низким углом наклона стенок и при этом достигать отличных характеристик текучести. Несмотря на то, что традиционные методы удобны, они могут быть не оптимальными с точки зрения эффективности. Факт, что в данное время существует много новых испытанных и проверенных методов решения данной задачи, без разницы, какой из методов рассматривается, важно то, что инженеры проектируют с тщательной оценкой характеристик сыпучих материалов и знанием совершенных методов стимулирования текучести материалов. Для большей ясности, сыпучие материалы будут определены как многочисленные влажные и сухие частицы, ранжированные от мелких порошкообразных до кусковых материалов, которые обрабатываются в насыпном виде. Эти материалы хранятся в резервуарах, которые в большинстве случаев обозначены как бункеры, силосы, емкости или элеваторы. Вертикальная часть ёмкости называется цилиндром, а суживающая часть - воронкой, как показано на рис. 1.
Рис. 1. Терминология ёмкостей хранения материалов
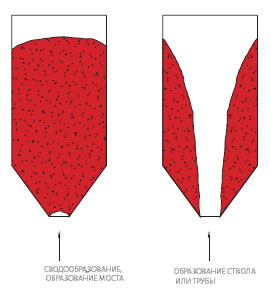
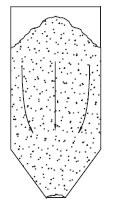
Рис. 2: Отсутствие потока
ПРОБЛЕМЫ, СВЯЗАННЫЕ С ТЕКУЧЕСТЬЮ СЫПУЧИХ МАТЕРИАЛОВ
.) ОТСУТСТВИЕ ПОТОКА Прочный свод (мост) или стволообразование над выходом загрузочной воронки [2] представлены на рис. 2 Свод достаточно крепкий, чтобы выдержать вес материала, находящегося сверху, и он должен быть сломлен каким-либо способом, чтобы вызвать поток. Как правило, для этого используются кувалды и воздушные пушки. Вибраторы имеют способность укреплять свод, так как в большинстве случаев они стимулируют уплотнение. Ствол формируется, когда в центре бункера образуется цилиндрический канал протока, в то время как остаточные материалы остаются неподвижными вдоль стенок бункера. Это, как правило, возникает, когда стенки не достаточно крутые и гладкие.
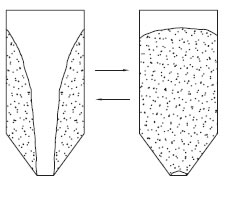
2.) ИЗМЕНЧИВЫЙ ПОТОК Переменное образование и разрушение сводов и стволов (рис. 3 ) приводит к пульсирующей разгрузке. Это вызывается ударами кувалды и вибрацией, которые могут повредить целостность бункера, что, в свою очередь, приводит к разрушению конструкции и к потенциальному травмированию или смерти персонала.
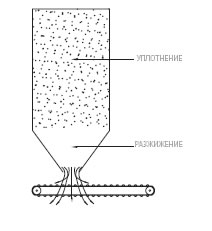
3.) ПРОМЫВАНИЕ И ОРОШЕНИЕ Мелкие порошки становятся газированными и неконтролированно улетучиваются из бункера, наподобие жидкости, как показано на рис. 4. Это может произойти при разрушении стволов, тем самым, давая возможность сухим веществам высыпаться под давлением в открытый канал.
4.) ОГРАНИЧЕННЫЙ УРОВЕНЬ РАЗГРУЗКИ Поток из загрузочной воронки не соответствует требованиям процесса.
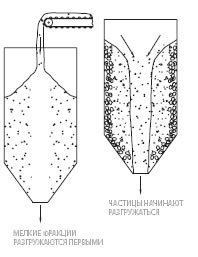
5.) СЕГРЕГАЦИЯ Во время заполнения бункера твердые частицы имеют тенденцию[3] к обособлению, как показано на рис. 5. Более мелкие частицы будут преобладать в центре бункера, а более крупные - будут скатываться и накапливаться у стенок бункера. Если во время разгрузки поток не проходит вдоль стенок бункера, то более мелкие частицы разгружаются в первую очередь, а более крупные - в последнюю.
Рис. 3: Изменчивый поток
Рис. 4: Промывание и орошение
?en.5: Naa?aaaoey
ИТОГИ ПРОБЛЕМ ТЕКУЧЕСТИ
Эти распространенные проблемы текучести будут иметь ряд последствий для каждого отдельного процесса, что может привести к потерям производства, пожару, порче продукции, повреждениям конструкции, травмированию персонала, а так же пустой трате времени и средств. Сокращенная вместимость бункера, как показано на рис. 6, является следствием формирования стабильных воронок. Сыпучие материалы будут оседать и затвердевать на стенках бункера, если их не счищать время от времени. Суровость последствий от существования этих неподвижных или «мертвых» участков будет варьироваться в зависимости от используемых материалов. Например, в пищевой промышленности сыпучие материалы будут портиться, вызывая тем самым нашествия насекомых-паразитов. В углеобрабатывающих отраслях чем дольше уголь застаивается в бункере, тем он является более восприимчивым к самовозгоранию. Самовозгорание требует большого внимания в энергетической промышленности, где огромные объемы угля складируются в силосах и бункерах, снабжающих котлы. Многие энергетические компании обеспокоены проблемами пожара, которые в случае образования пыли при загрузке бункера в конечном итоге могут привести к взрывам.
В больших силосах вибрации и удары во время разгрузки могут приводить к усталости конструкции и разрушению[4]. Существуют задокументированные случаи, когда целые силосные зоны были объявлены «вход запрещен» для персонала во время разгрузки из-за боязни возникновения трагедии в случае разрушения конструкции. Результаты сегрегации делают качество контроля практически невозможным, сильно влияя на баланс материала в отраслях, где постоянство требуется от партии к партии.
ТИПЫ МОДЕЛЕЙ ПОТОКА
Существует три типа моделей потока: вороночный поток, массовый расход и увеличенный поток. Каждый из них имеет свои отличительные характеристики, которые необходимо учитывать, чтобы принимать меры по ликвидации проблем, возникающих с потоками сыпучих материалов.
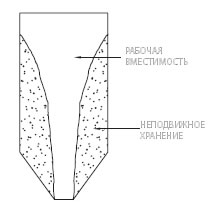
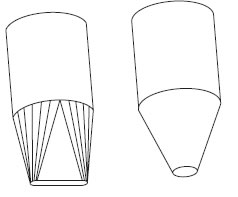
1) Вороночный поток
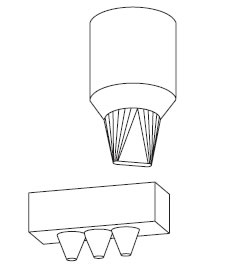
Эта структура идеальна для свободнотекущих, не склонных к сегрегации и не рекомендована для связеобразующих или склонных к сегрегации сыпучих материалов. Цилиндрический канал потока образуется в центре бункера над выходным отверстием, в то время как материал у стенок остается не подвижным, как показано на рис. 7. Как только центральная часть уходит, материал начинает сходить вдоль стен, пока бункер не опустеет. Эту модель потока можно назвать как «первый вошел, последний вышел». Если в данной структуре используется связеобразующий сыпучий материал, то может сформироваться ствол. Если стены бункера не достаточно крутые или имеют шероховатую поверхность, образуется модель вороночного потока. На сегодняшний день эта ситуация наблюдается со многими угольными бункерами, особенно если уголь имеет высокое содержание влаги или мелких частиц. Когда отсутствует поток, вдоль стенок бункера образуется застой. Если при использовании угля застойные участки остаются в течение продолжительного периода времени, то может возникать опасность потери качества и самовозгорания. Пирамидальная форма бункера, как показано на рис. 8, является типичной конструкцией, стимулирующей вороночный поток. Стены, как правило, наклонены так, чтобы сдерживать всю общую высоту нижней части бункера, но более важным является то, что углы желобов более пологие, чем в прилегающих стенках. Большинство плохо текучих материалов будут уплотняться либо спекаться, а затем застаиваться в углу желоба. Использование TIVAR 88 в бункере с вороночным потоком обеспечит низкое поверхностное трение, необходимое для стимулирования потока вдоль стен после того, как освободится центральная часть. В отличие от многих видов стали, TIVAR 88 стойкий к коррозии и предотвращает появление неровности поверхности стенок из-за неё. Следовательно, это улучшает характеристики бункера с вороночным потоком, способствуя полному очищению.
Рис. 6: Уменьшение ёмкости хранения
Рис.7: Модель вороночного потока
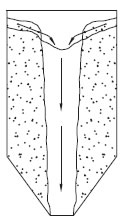
2) Массовый расход
Это модель потока «первый вошел, первый вышел», в которой все сыпучие материалы во время выгрузки находятся в движении (рис. 9). При этом устраняются образования стволов, так как создается поток вдоль стенок и сводится до минимума сегрегация, поскольку сегрегированный материал перемешивается в бункере по мере его опустошения. Эта структура потока идеальна для связеобразующих материалов и для материалов, которые со временем портятся. Устраняются застаивающиеся или «мертвые зоны», тем самым минимизируя возможности спонтанных самовозгораний. Пример бункеров массового расхода показан на рис.10.
Существует возможность достижения массового расхода в бункере с воронкообразным (вороночным) потоком при покрытии стенок разгрузочной воронки TIVAR 88. Низкое поверхностное трение TIVAR 88 стимулирует поток вдоль стенок до тех пор, пока стенки имеют угол наклона, который будет достаточным для используемого сыпучего материала. Для определения характеристик сыпучих материалов необходимо определить, позволят ли свойства текучести достичь массового расхода при покрытии стенок загрузочной воронки. Тестер усилия сдвига Jenike[5] (ASTM D 6128-97) - устройство, чаще всего использующееся для этих тестов.
Рис. 8: Примеры бункеров вороночного потока
Как показывает опыт, использование TIVAR 88 как покрытия в новых бункерах с массовым потоком, является экономически выгодным, так как стенки загрузочной воронки можно спроектировать менее пологими, результатом чего является уменьшение общих производственных затрат. Экономическая выгода значительно выше в тех областях производства (горнодобывающая и энергетическая промышленность), где используются большие по объему бункеры. В случае модернизации существующего бункера, TIVAR 88 является вполне приемлемым вариантом по сравнению с другими типами покрытий из-за своего легкого веса и гибкости. Он может быть легко установлен без использования специального оборудования или кранов, чтобы поднять материал в бункер.
3) Увеличенный поток Это комбинация массового и вороночного потоков. Верхняя часть спроектирована для вороночного потока, а нижняя - для массового, рис. 11.
КРИТЕРИИ ПРОЕКТИРОВАНИЯ
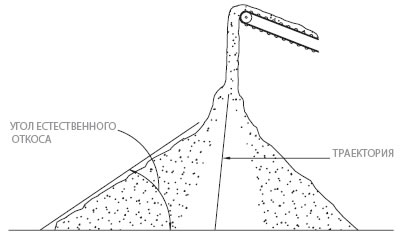
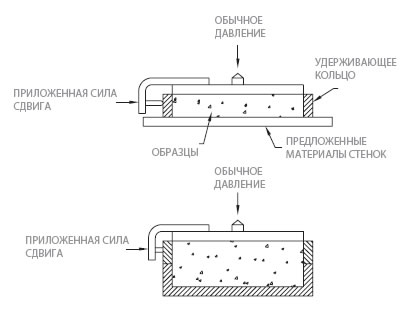
Многие бункеры и воронки сконструированы на основании угла естественного откоса сыпучих материалов (рис. 12), доступного пространства и/или потребностей процесса, не учитывая текучести сыпучих материалов. К сожалению, это привело к тому, что во многих плохо сконструированных системах они не обеспечивают непрерывной, стабильной текучести.Для того чтобы определить свойства сыпучих материалов для формирования параметров проек тирования, должны быть проведе ны тесты по текучести с использо ванием настоящих образцов сыпу чих материалов. Одним из прове ренных методов является Тестер Сдвига Jenike (ASTM D 6128-97), который позволяет специалистам оценить усилие сдвига частиц сыпу чего материала, скользящих против самих себя (внутреннее трение), и сыпучего материала, скользящего против предложенных материалов стенок, рис. 13. Это так же является пригодным средством при определении объемов сводо-образования и воронкообразова-ния, основанных на связывающей силе сыпучих материалов (рис. 13). В общем понимании, тестер состоит из двух стальных колец приблизительно 4 дюйма в диаметре, которые сконструированы таким образом, чтобы скользить друг против друга; плоттера либо записывающего устройства и штифта, принимающего усилие сдвига. Кольца расположены одно поверх другого и заполнены сыпучим материалом, и соответствующая масса размещена поверх сыпучего материала для соответствия давлению, ожидаемому в бункере. В дальнейшем сила сдвига штифта оказывает давление на верхнее кольцо, в то время как нижнее остается не подвижным, сдвигая сыпучий материал между собой. Регистрируется величина силы, требуемая для сдвига смешанного материала. Подобная процедура используется для измерения силы, необходимой для сдвига смешанного материала между различными материалами стенок, и опять-таки сила регистрируется. Записанная информация используется для расчета угла стенок, размеров выходного отверстия, пр. Ведущие мировые консультанты способны проводить тесты на текучесть для любого сыпучего материала и могут предоставить клиентам ряд проекционных опций, включающих геометрию бункера, рекомендации по разгрузочному питателю, материалам стенок, стимулирующих поток, и прочие услуги. Обращайтесь к нам или смотрите вкладыш в конце этой статьи, чтобы найти ближайшего к Вам консультанта.
Рис. 9: Модель массового расхода
Рис. 10: Примеры бункеров масового расхода
Рис. 11: Примеры бункеров увеличенного потока
В дополнение к тестированию текучести, должны приниматься во внимание три прочих фактора, воздействующих на характеристикитекучести сыпучих материалов - содержание влаги, температура и время неподвижного хранения. Содержание влажности изменяет свойства сыпучих материалов, влияя на силу связеобразования и размеры сводообразования. Это так же повлияет на свойства трения сыпучих материалов. В общем, с увеличением влажности снижается текучесть. В случаях насыщенности влагой и когда сыпучие материалы некоторое время не движутся, вода стекает из материала, приводя его в состояние минимальной способности к текучести.
Температурные факторы также влияют на свойства текучести, особенно замерзание и таяние[6], которые происходят при 0° С. При повышении температур существует тенденция к увеличению слипания, так что сыпучие материалы становятся менее текучими. Время хранения без движения приводит к тому, что некоторые сыпучие материалы укрупняются или спрессовываются. Некоторые добавляют во влажности, а другие теряют, так как влага мигрирует вдоль стенок бункера. Миграция влаги вдоль стенок бункера может стать причиной слипания. Если время неподвижного хранения удлиняется, материалы получают достаточно силы для сводообразования, которые будут требовать уже некоторых механических методов для возобновления текучести. Даже если поток будет возобновлен в воронке, проблемы текучести на этом не закончатся. Очень важно, чтобы стенки воронки были круто расположены и имели низкий коэффициент трения. TIVAR® 88 имеет самое низкое поверхностное трение среди доступных материалов, что является причиной, почему TIVAR® 88 выбирают в качестве материала стенок для многих задач.
TIVAR ПО СРАВНЕНИЮ С ДРУГИМИ МАТЕРИАЛАМИ СТЕНОК
Poly Hi Solidur имеет всеобъемлющую информационную базу по применению TIVAR® 88 с различными материалами по сравнению с другими материалами стенок. Эта информация накоплена за 30 лет пребывания компании Poly Hi Solidur в бизнесе решений по обработке сыпучих материалов. Из этих данных мы имеем возможность использовать некоторые примеры результатов применения. Важно отметить, что эти примеры не должны применяться для целей проектирования. Мы рекомендуем проводить тесты свойств текучести для каждого типа материала для получения данных для проектирования. В большинстве случаев TIVAR® 88 превосходит нержавеющую сталь 304-2В, и это задокументировано на примере многих производственных применений. Ситуации, которые мы очень часто видели, это проблемы текучести в бункерах, которые в зоне воронки были футерованы нержавеющей сталью 304-2В[7]. Установка TIVAR® 88 поверх нержавеющей стали была очень эффективным решением этих проблем текучести.
Рис. 12: Угол естественного откоса
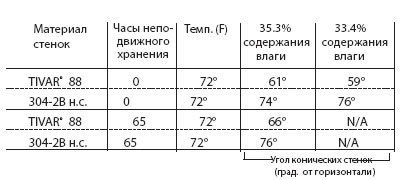
Ключ к успеху TIVAR® 88 в стимуляции текучести сыпучих материалов вдоль стенок воронки и низкое поверхностное трение. Однако важно отметить, что гладкость поверхности и низкое поверхностное трение не совсем одинаковые характеристики. Например, когда тестировался австралийский бурый уголь с 56% содержания влаги, TIVAR® 88 показывал очень низкий угол трения о стенки, в то время как нержавеющая сталь 304-2В была совершенно неподходящей, потому что она показала высокое трение несмотря на гладкость её поверхности(8). В качестве другого примера рассмотрим суббитуминозный уголь с 35,3 % влажности из бассейна реки Паудер в Вайоминге (Таблица 1). Массовый расход суббитуминозного угля может быть достигнут в конической футерованной TIVAR® 88 воронке с уклоном стенок в 61 ° и выходным отверстием с диаметром в 2 фута. Для нержавеющей стали 304-2В для достижения массового расхода в конической воронке с выходным отверстием в 2 фута наклонные стенки должны иметь угол 74°. Рассмотрим этот же суббитуминозный уголь, которому позволили оставаться в бункере 65 часов. Отметим, что углы наклона стенок были существенно увеличены.
Рис. 13: Тестер силы сдвига измеряет внутреннее трение
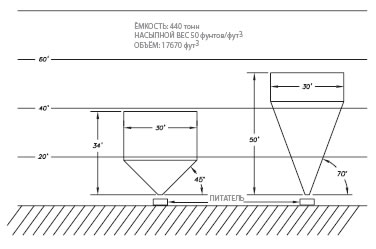
Важно, чтобы проектанты понимали, что для каждого сыпучего материала необходимо проводить тесты характеристик текучести, используя все возможные сценарии, чтобы прийти к нужному типу критерия проектирования. Невозможно использовать общие критерии, потому что все сыпучие материалы ведут себя по-разному. Например, уголь с влажность 33,4% будет вести себя иначе, чем уголь с влажностью 35,3%. За проектированием бункера с более пологими стенками, чтобы сократить высоту конструкции, стоит серьезная экономическая выгода. Рис. 14 показывает отношение общих высот двух различных бункеров, которые имеют вместимость 440 тонн для обработки сыпучего материала с насыпным весом 50 фунтов/фут[8]. Одна воронка имела 45° воронку, а другая 70°.
Таблица 1: Суббитуминозный уголь из бассейна реки Паудер, Вайоминг
Рис. 14: Связь высоты воронки 45° и 70°
ВЫВОДЫ
Во многих случаях ТЭС, работающие на угле, имеют опыт наличия проблем текучести в силосах угля, даже когда в части воронки имели конус в 70° и были футерованы нержавеющей сталью 304-2В. Было множество случаев, когда требовалось нанесение ударов или сильная вибрация во время разгрузки, а также, возникало сводообразование, так как стенки воронки не имели достаточного наклона или стеночное трение было слишком высоким.
Согласно существующей теории, проблема будет смягчаться сама собой, так как текущий уголь полирует поверхность нержавеющей стали. К сожалению, это не всегда случается. Для достижения ровного, непрерывного потока и устранения проблем с воронкой, поверх нержавеющей стали была установлена футеровка TIVARe 88, создающая условия очень низкого поверхностного трения, которое позволило углю ровно течь при угле стенок в 70°.
Эти проблемы обработки угля особенно проявляются при обработке суббитуминозного и бурого угля при сочетании мелких частиц и высокого уровня влаги. Использование неполного покрытия воронки силоса футеровкой TIVAR® 88 для повышения качества массового расхода, может быть не достаточным для достижения массового расхода во всем силосе. Как указывалось ранее, характеристики текучести угля различных шахт отличаются. Когда все критерии текучести сыпучего материала определены, очень часто необходимо полностью футеровать воронку TIVAR® 88 для получения массового расхода. Тесты текучести могут проводиться с применением Тестера усилия сдвига Jenike (ASTM D 6128-97) для определения текучести и позволяют Вам оценить эффективность футеровки воронки для конкретного применения.
КОНСУЛЬТАНТЫ
Для справки
1 дюйм = 2,54 см
1 фут = 30,48 см
1 фунт = 0,454 кг
Ссылки:
[1] Carson, J.W, Purutyan, H.: "Flow of Solids in Bins, Hoppers and Feeders"; AlChE Continuing Education Series, Sept. 29-30,1994.
[2] Steppling, K, and Hossfeld, RJ.: "Ultrahigh Molecular Weight Polyethylene Abrasion Resistant Liners Facilitate Solids Flow from Hoppers"; bulk solids handlingVol. 5 (1985) No. 5, pp. 1049-1052.
[3] Carson, J.W, Royal, O.A., and Goodwill, DJ.: "Understanding and Eliminating Particle Segregation Problems"; bulk solids handlingVol. 6 (1986) No. 1, pp. 139-144.
[4] Carson, J.W, and Goodwill, D.J.: "The Design of Large Coal Silos for Safety, Reliability and Economy";bulk solids handlingVol. 4 (1984) No. 1, pp. 173-177.
[5] Jenike, A.W.: "Storage and Flow of Solids"; University of Utah, Eng. Exp. Station, Bull. No. 123, Nov. 1964.
[6] Johanson, J.R.: "Know Your Material - How to Predict and Use the Properties of Bulk Solids"; Chemical Engineering, Deskbook Issue, Oct. 30,1978, pp. 9-17.
[7] McAtee, K., Bermes, S, and Goldberg, E.: 'TIVAR " 88 Provides Reliable Gravity Discharge from Coal Storage Silos, A Case Study"; bulk solids handlingVol. 11 (1991) No. 1, pp. 79-83.
[8] Roberts, A.W, Ooms, M., and Wiche, SJ.: "Concepts of Boundary Friction, Adhesion and Wear in Bulk Solids Handling Operations"; bulk solids handling Vol. 10 (1990) No. 2, pp. 189-198.